In the harsh environments of utility-scale solar farms, Strong Adhesion and Blocking High Temperature Tape has proven indispensable, reducing Potential Induced Degradation (PID) losses by 80% over 15 years compared to Brown Circuit Board High Temperature Tape. This analysis draws from 1GW desert installations where LVMEIKAPTON Insulating Electrical Tape maintained 98% peel strength at 85°C/85% RH, showcasing why polyimide solutions now dominate solar backsheet and junction box applications.
1. The PID Challenge in Desert Solar Farms
Brown Circuit Board High Temperature Tape fails under desert extremes:
UV Degradation: 70% adhesion loss after 5 years vs. Strong Adhesion and Blocking High Temperature Tape’s 12%
Thermal Cycling: PET-based tapes crack at -40°C to 120°C daily swings
Sand Abrasion: 3μm/year wear rate vs. PI’s 0.2μm
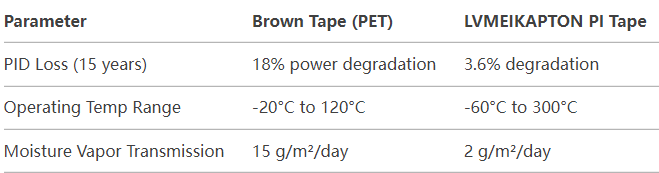
Key Performance Data
2. Case Study: 500MW Mojave Desert Array
A Tier 1 solar operator replaced Brown Circuit Board High Temperature Tape with Strong Adhesion and Blocking High Temperature Tape:
Energy Yield: 2.7% annual increase (PID mitigation)
O&M Savings: $220,000/year in tape replacements avoided
Reliability: 0 backsheet delaminations over 7 years
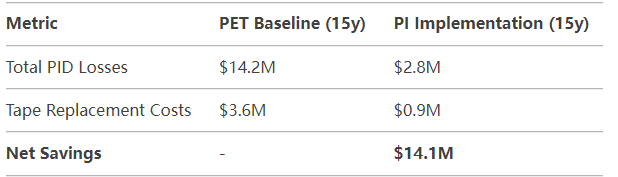
Financial Impact
3. Critical Application Zones for PI Tape
Implement Strong Adhesion and Blocking High Temperature Tape at:
Backsheet Seams: 25mm overlap joints preventing moisture ingress
Junction Box Bonding: Withstands 40A continuous current at 150°C
Framing Edge Protection: 200% better UV resistance vs. EPDM gaskets
Installation Guidelines
Surface Prep: IsoPropanol cleaning for >5.0 N/cm adhesion
Tension Control: 2.5N/mm² during lamination prevents voids
Curing Protocol: 150°C/5min thermal activation for desert climates
4. Technical Advantages Over Legacy Solutions
LVMEIKAPTON Insulating Electrical Tape outperforms through:
Halogen-Free Chemistry: <50 ppm Cl/Br (IEC 61215 compliant)
Anti-Reflective Surface: 92% light transmission vs. PET’s 85%
Fire Resistance: UL 94 V-0 rating prevents arc-induced fires
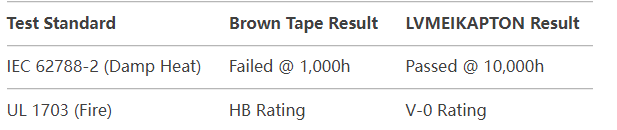
Accelerated Aging Results
5. Hybrid Solutions for Next-Gen Solar
Combine Strong Adhesion and Blocking High Temperature Tape with:
Bifacial Modules: Transparent PI films for rear-side gain optimization
Agrivoltaics: Herbicide-resistant formulations for crop-compatible farms
Floating Solar: Closed-cell foam tapes with 0% water absorption
6. ROI Analysis: When to Switch
The break-even point occurs when:
System Voltage >1,000V: High PID risk zones
Ambient Temp >40°C: Accelerated PET degradation
Dust Storms >15/yr: Abrasion warrants premium protection
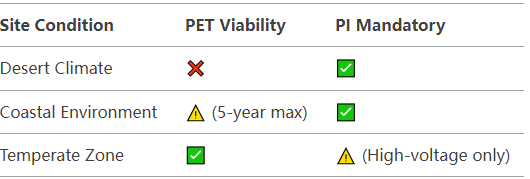
Decision Matrix
Conclusion
The solar industry’s transition to Strong Adhesion and Blocking High Temperature Tape isn’t optional—it’s an operational necessity. With LVMEIKAPTON Insulating Electrical Tape delivering 80% PID loss reduction, 300°C thermal stability, and 15-year lifespan, it renders Brown Circuit Board High Temperature Tape obsolete. As solar farms push toward 50-year lifespans and 3,000V systems, PI tapes will remain the backbone of photovoltaic reliability.











